PVB Lamine Cam Makinesi
Lamine Cam Üretim Hattı
İçindekiler
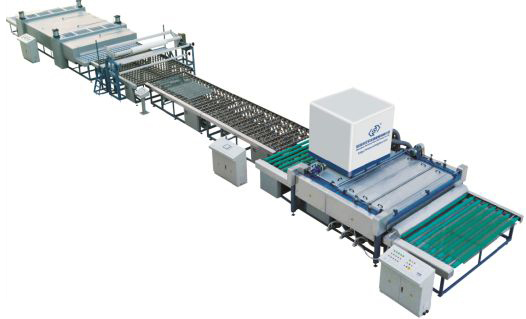
PVB film lamine cam üretim hattı temel olarak bu parçalardan oluşur: PVB film serme makinesi, montaj makinesi, ön presleme makinesi, otoklav ve toz püskürtme makinesi.
1. PVB Film Döşeme Makinesi
Ara katman PVB film serme makinesi aşağıdaki ekipman performansı ve çalışma etkinliği standartlarını karşılamalıdır:
1. Hareket PVB film dönme sırasında düzgün, esnek, emniyetli, güvenilir ve titreşimsiz olmalıdır.
2. PVB film serme makinesi şaftlarının paralellik toleransı 2 mm içinde olmalıdır.
3. PVB filmin kaldırılması ve konumlandırılması hızlı, güvenli ve kolay olmalıdır.
4. Şanzıman redüktörü ve motor titreşim olmadan normal şekilde çalışmalıdır.
5. Ekipman gürültüsü ≤85dB (A) olmalıdır.
Ara katman PVB film serme makinesinin çalışma etkinliği, PVB film hızının germe ve serbest bırakma sırasında düzgün ve tekdüze olması ve makinenin esnek, güvenli ve güvenilir olması ve yabancı cisimlerin ayrılmamasıdır.
2. Montaj Makinesi
Lamine cam montaj makinesi, lamine cam üretim sürecinde iki veya daha fazla cam levhayı PVB film ile birleştirmek ve bunların hassas bir şekilde konumlandırılmasını sağlamak için kullanılan bir cihazdır. Bir montaj masası ve bir taşıma vantuzlu vinçten oluşur.
2.1 Lamine cam montaj makinesinin mekanik gereksinimleri
① Konumlandırma doğruluğu: üst üste binen cam levhalar arasındaki sapma yerel standartları karşılamalıdır.
② Vantuz rafının yürüme ve konumlandırma hassasiyeti ≤0,5 mm olmalıdır.
③ Yürüme kılavuz kirişinin paralellik toleransı 3 mm olmalıdır.
④ Yürüme kılavuzu yüzeyinin düzlemsellik toleransı 2 mm olmalıdır.
⑤ Vakum pompası normal çalışmalı ve vakum derecesi 0,05-0,09 MPa aralığında olmalıdır. Güç kesildiğinde, emme süresi ≥20 dakika olmalıdır.
⑥ Vakumlu kauçuk vantuz, emişten sonra cam üzerinde herhangi bir iz bırakmamalıdır.
⑦ Yürüme ve kaldırma mekanizmaları sorunsuz, güvenilir ve titreşimsiz çalışmalıdır.
⑧ Transfer gümüşünün paralellik toleransı 1 mm olmalıdır.
⑨ Aktarım silindirinin radyal salgısı 1 mm'yi geçmemelidir.
⑩ Ekipman gürültüsü ≤85dB(A) olmalıdır.
2.2 Lamine cam montajı için vantuzlu kaldırma tertibatının performans gereksinimleri
① Montajdan sonra cam levhalar arasındaki sapma <1 mm olmalıdır.
② Otomatik yürüme çerçevesinin tekrarlayan konumlandırma doğruluğu hatası <1 mm olmalıdır.
2.3 Laminasyon makinesini çalıştırmadan önce yapılacak hazırlıklar
① Ekipmanın temiz olduğunu ve toz ve tiftik içermediğini kontrol edin.
② Hava basıncının 0,5~0,8MPa arasında olduğunu kontrol edin.
③ Vakum pompasını açın ve vakum seviyesinin 0,08'den yüksek olduğunu ve vakum pompası yağ seviyesinin yeterli olduğunu kontrol edin.
④ Vakum vantuzlarının lamine edilecek cam için doğru konumda olduğunu, üst ve alt vantuzların düzgün hizalandığını ve sıkıca sabitlendiğini kontrol edin.
⑤ Aşırı yük korumasının yerinde olup olmadığını kontrol edin.
2.4 Laminasyon makinesinin kullanımı sırasında dikkat edilmesi gerekenler
① Laminasyondan önce hava basıncının ve vakum seviyesinin gereksinimleri karşıladığını kontrol edin.
② Vantuzların konumunu lamine edilecek camın boyutuna göre ayarlayın ve sıkıca sabitleyin.
③ Laminasyon yapmadan önce laminasyon makinesini temizleyin ve düzenleyin ve kullanım için uygun olduğundan emin olun.
④ Laminasyon yaparken, camı düzgün bir şekilde yerleştirin ve laminasyon makinesi üst camı kaldırdığında, kırılmayı önlemek için alt cama hafifçe bastırın.
⑤ Laminasyondan sonra, üst ve alt camı hizalayın ve çevreleyen yapışkan bandı camdan biraz daha büyük kesin.
⑥ Camı yapışkan halka ile takarken, vakum pompalama sırasında hava sızıntısını önlemek için düzgün takıldığından emin olun.
⑦ Kol cam takılıyken kaldırıldığında, kol manyetik limit anahtarının yakınına demir veya başka metal nesneler koymayın.
⑧ Laminasyon tamamlandıktan sonra, camı çıkarmak için vantuzlar doğrudan kaldırılabilir.
⑨ Laminasyon tamamlandıktan sonra, vakum pompasını ve laminasyon makinesini derhal kapatın ve temizleyin. Gerekirse, basınçlı hava kaynağını kapatın.
2.5 Laminasyon makinesinin çalışması
① Ana şalteri, aydınlatma şalterini ve kontrol şalterini sırayla açın.
② İşlem gereksinimlerine göre camı alt vantuz tutucuya yerleştirin, laminasyon makinesinin camı tutmasını ve camı ayırmasını sağlamak için ayak düğmesine basın.
③ Cam ayrıldıktan sonra, camın iç yüzeyini temizlemek için bir elektrikli süpürge kullanın, yapışkan bandı işlem gereksinimlerine göre yerleştirin ve ardından kolu indirmek ve camı yerleştirmek için ayak düğmesine tekrar basın.
④ Kol indirildikten ve cam yerleştirildikten sonra, işlem gereksinimlerine göre fazla yapışkan bandı kesin, yapışkan halkayı takın, vantuz serbest bırakma (hava üfleme) düğmesine basın ve camı vakum pompalama arabasına kaldırın. Ardından yukarıdaki yöntemi kullanarak bir sonraki cam parçasını lamine etmeye devam edin.
3. Ön Baskı Makinesi
Lamine cam için ön presleme makinesi, lamine camın işlenmesinde ara katmanı ısıtmak ve mekanik olarak bastırarak yapıştırmak için kullanılan bir cihazdır.
3.1 Ön presleme makinesinin mekanik performans gereksinimleri
① Taşıma yapısı sorunsuz çalışmalı, hesaplanabilir olmalı ve titreşim içermemelidir.
② Arka dağıtım silindirinin paralellik toleransı 0,5 mm olmalıdır.
③ Taşıma silindirinin radyal salgısı 0,5 mm'den fazla olmamalıdır.
④ Baranın taşıma gümüşü üzerindeki hizası ve düzlük toleransı 1 mm olmalıdır.
⑤ Üst ve alt gümüş basıncının paralellik toleransı 0,5 mm olmalıdır.
⑥ Tüm makinenin gürültüsü ≤85dB(A) olmalıdır.
3.2 Ön presleme makinesinin ürün presleme gereksinimleri
① Camda presleme sonrasında hava boşlukları veya delaminasyon gibi kusurlar olmamalıdır.
② Ön preslemeden sonra camın arka kısmındaki sapma 0,5 mm'den az olmalıdır.
③ Fırında taşıma işlemi sırasında cam çarpışmamalı veya çizilmemelidir.
3.3 Ön presleme makinesinin çalışması
① Ana şalteri açın ve vakum pompasını çalıştırın.
② Proses gereksinimlerine göre, cam arabanın vakum bağlantısını soğuk çekme için dış vakum borusu bağlantısına bağlayın.
③ Soğuk çekme işlemi tamamlandıktan sonra, cam arabasını kabinin içine itin ve kabinin içindeki vakum borusu bağlantısını arabaya bağlayın, ardından dış vakum borusu bağlantısını ayırın (kesin) ve bir sonraki cam kabinin dışında soğuk çekilebilir.
④ Kabin kapağını kapatın ve sirkülasyon fanı anahtarını açın.
⑤ Isıtma sıcaklığını ve süresini belirlemek için işletim panelindeki sıcaklık kontrol cihazını ve zamanlayıcıyı proses gereksinimlerine göre ayarlayın.
⑥ Kabini ısıtmak için ısıtma anahtarını açın.
⑦ Önceden belirlenen süre ve sıcaklığa ulaşıldığında, ısıtma otomatik olarak kapanacak ve gösterge ışığı yanacaktır.
⑧ Sirkülasyon fanını kapatın, kabin kapağını açın ve camı dışarı itin. Dışarıdaki soğuk çekilmiş cam, yukarıdaki yönteme göre kabin içine itilerek sürekli olarak üretilebilir.
3.4 Ön presleme makinesini kullanırken alınacak önlemler
① Makineyi çalıştırmadan önce, kabin içinde kağıt, tahta ve yağ gibi yanıcı maddeler olup olmadığını kontrol edin.
② Makineyi çalıştırırken, sıcaklık kontrol cihazının etkin olup olmadığını kontrol edin ve ısıtma sıcaklığını ve süresini önceden ayarlayın.
③ Makineyi çalıştırırken, vakum derecesinin gereksinimleri karşıladığını ve sızıntı olmadığını kontrol edin.
④ Cam önce soğuk çekilmeli ve ardından ön ısıtma ve ön presleme için kabine itilmelidir. Kabinin içine iterken, aralıklı vakumlamayı önlemek için önce kabinin içindeki vakum borusu bağlantısı bağlanmalı ve ardından dış vakum bağlantısı kesilmelidir.
⑤ Dolap kapağını kapatırken, içeride kimsenin olmadığını kontrol edin.
⑥ Isıtıcıyı açmadan önce fanı açın ve fanı kapatmadan önce ısıtıcıyı kapatın.
⑦ Arabayı iterken ve kapıyı kapatırken, camın çarpmasını önleyin.
3.5 Lamine cam ön presleme makinesinin silindirleri arasındaki boşluğu ayarlarken aşağıdaki hususlara dikkat edilmelidir
② Otomatik boşluk ayarlama cihazına sahip düz pres için, önce üst baskı silindiri kaldırılmalı ve ardından silindirler arasındaki boşluk ayarlanmalıdır. Otomatik boşluk ayarlama cihazı olmayan düz pres için, camın kalınlığına göre boşluğu ayarlamadan önce gümüş üzerindeki basınç sıfır olmalıdır.
③ Gümüş ve cam arasındaki boşluk, camın gerçek toplam kalınlığından biraz daha küçük olmalı ve azaltma değeri gereksinimleri karşılamalıdır.
④ Merdaneler arasındaki boşluğu ayarladıktan sonra, cam makineye beslenmeden önce camın toplam kalınlığının boşluğa karşılık geldiğini onaylamak gerekir.
4. Otoklav
Lamine cam otoklavı, ön preslemeden sonra lamine camın son ısıtma ve basınç işlemi için kullanılan özel bir cihazdır.

4.1 Otoklavın her bir parçasının yapısı ve işlevleri
Lamine cam otoklav esas olarak bir su ısıtıcısı gövde cihazı, bir kapak cihazı, bir sallanan cihaz, bir el kranklı redüktör, güvenlik cihazları, destekler, yalıtım katmanı, sızdırmazlık cihazı, boru hattı vanaları ve aletleri vb. Yardımcı parçalar drenaj cihazlarını içerir.
① Su ısıtıcısı gövde cihazı Esas olarak bir silindir ve birbirine kaynaklanmış bir su ısıtıcısı gövde flanşından oluşur. 44 diş, flanş çevresi boyunca eşit olarak dağıtılmıştır ve su ısıtıcısı kapak flanşındaki 44 diş ile uyumludur. Buharla kürleme arabasının hareket etmesini veya park etmesini sağlamak için kazanın altına bir ray döşenmiştir. Buhar girişi ve çıkışı, yoğuşan suyun tahliyesi ve çeşitli alet ve vanaların montajı için su ısıtıcısı gövdesinin dışında çeşitli boru destekleri ve bağlantıları düzenlenmiştir.
Esas olarak bir kazan kapağı flanşı, dişli plakası ve birbirine kaynaklanmış yarım küre kafadan oluşur. Kapak bir sap ve kısa bir mil ile asılır ve otoklavı kapatmak için su ısıtıcısı gövde flanşı ile iç içe geçer.
Esas olarak bir şaft, bir konsol kiriş, bir destek plakası, bir çekme plakası ve bir çekme çubuğundan oluşur. Su ısıtıcısı ucunun üst kısmına monte edilir ve otoklavı askıya almak ve döndürmek için çekme çubuğu aracılığıyla su ısıtıcısı kapak koluna bağlanır.
Su ısıtıcısı gövdesi flanşının yan tarafına sabitlenir ve esas olarak bir çift türbin çifti ve bir çift konik dişli milinden oluşur. Dişli plakası, su ısıtıcısı kapağını merkez etrafında döndürmek için dişli tarafından tahrik edilir ve su ısıtıcısı gövdesi ile su ısıtıcısı kapağı flanşının dişlerinin birbirine geçmesini veya ayrılmasını sağlar.
Su ısıtıcısı gövde flanşının yan tarafına sabitlenmiştir ve bir emniyet kolu, bir koltuk, bir bağlantı çubuğu ve bir küresel vanadan oluşur. Su ısıtıcısı kapağı kapatıldığında, emniyet kolu yatay konuma çevrilerek su ısıtıcısı kapağının açılmasını önlemek için kilitlenir ve egzoz küresel vanası buna göre kapatılır. Kapağı açarken, önce emniyet kolunu dikey hale getirin, ardından küresel vana açılacaktır. Su ısıtıcısında kalan buhar küresel vanadan boşaltıldıktan sonra, tehlikeyi önlemek için su ısıtıcısı kapağı açılabilir.
⑥ Destekler, bir orta destek ve uç desteklerden oluşan su ısıtıcısı gövdesini desteklemek için kullanılır. Sabit orta destek hariç, diğer destekler kettle gövdesinin genişleme ve daralmasına uyum sağlamak için yuvarlanma elemanları yardımıyla kettle gövdesinin ekseni boyunca hareket edebilir.
Otoklavın kullanımı sırasında ısı kaybını önlemek için esas olarak yalıtım malzemeleri, iskelet ve koruyucu panellerden vb. oluşur.
Sızdırmazlık cihazı Bir sızdırmazlık halkası, bir durdurma valfi ve bir giriş dirseği vb. içerir. Sızdırmazlık halkası, su ısıtıcısı gövde flanşının sızdırmazlık oluğuna gömülüdür. Basınçlandırma aşamasında, harici bir kaynaktan gelen buhar, dirsek ve valf aracılığıyla sızdırmazlık oluğuna girer, su ısıtıcısı kapağı uç yüzeyindeki sızdırmazlık halkasına basınç uygular ve nominal basınca ulaştıktan sonra, su ısıtıcısı gövdesinin hava basıncına dayanarak sızdırmazlık sağlar.
⑨ Enstrümantasyon Otoklavın güvenli kullanımını sağlamak için basınç göstergeleri, sıcaklık göstergeleri, güvenlik ağları, termistörler, küresel vanalar vb. içerir.
Drenaj cihazı Yoğunlaşan suyu tahliye etmek için kullanılır ve drenaj cihazları, buhar kapanları ve tahliye ızgaraları vb. içerir. Su toplama silindiri tabana bağlanır
4.2 Otoklavın performans gereklilikleri:
① Elektrik performansı:
a. Ekran veya monitördeki grafik, metin ve dijital görüntüler net, eksiksiz ve güvenilir olmalıdır.
b. Kontrol panelindeki çalıştırma tuşları hassas, güvenilir ve doğru olmalıdır.
c. Hareket, limit anahtarları ve elektrikli kilitleme cihazları hassas ve doğru olmalıdır.
d. Tüm elektrik devreleri kablo kanallarına yerleştirilmeli, doğru şekilde kablolanmalı ve etiketlenmelidir.
e. Ekipmanın yalıtım direnci ≥0,5MQ olmalıdır.
② Mekanik performans:
a. Otoklav kapısı esnek bir şekilde ve engel olmadan açılmalıdır.
b. Fan normal ve anormal gürültü olmadan çalışmalıdır.
c. Soğutma suyu pompası normal ve anormal gürültü olmadan çalışmalıdır.
d. Tüm pnömatik boru hattı kaynakları sağlam ve güvenilir olmalı ve pnömatik kapı doğru ve sorunsuz bir şekilde çalışmalıdır.
e. Ekipmanın gürültü seviyesi ≤85dB(A) olmalıdır.
③ Sızdırmazlık performansı:
a. Sızdırmazlık halkası contası herhangi bir çıkıntı veya dışbükeylik olmaksızın düz olmalıdır.
b. Asbest sızdırmazlık ambalajı, herhangi bir boşluk olmadan sızdırmazlığı sağlamak için sıkıştırılmalıdır.
4.3 Boş otoklavın test çalıştırması, boş test çalıştırması için çalışma prosedürleri aşağıdaki gibidir:
① Test çalışmasından önce, bağlantı somunlarının sıkılıp sıkılmadığını, güvenlik aksesuarlarının sağlam ve çalışır durumda olup olmadığını, desteğin hareketli parçalarının esnek ve pürüzsüz olup olmadığını ve drenaj sisteminin normal olup olmadığını kesinlikle kontrol edin.
② Test çalışması sırasında basıncı tasarım basıncına yükseltin. Güvenlik ağı normal şekilde boşalamıyorsa, uygun şekilde ayarlayın.
Basıncı çalışma basıncına düşürün ve 30 dakika boyunca koruyun, sızıntılara, basınç göstergelerine, emniyet valflerine ve üst ve alt duvarlar arasındaki sıcaklık farkına odaklanarak basınçlı bileşenleri ve bağlantı boru hatlarını kapsamlı bir şekilde inceleyin. Herhangi bir anormal durum tespit edilirse, derhal basıncı düşürün ve normal çalışma sağlanana kadar denetimleri sürdürün.
4.4 Otoklav Güvenli Çalışma Prosedürleri
Otoklavı çalıştırırken, güvenlik aksesuarlarının eksiksiz, hassas, güvenilir olduğundan emin olun ve sabit noktalarda düzenli kontroller yapın. Herhangi bir anormal durum tespit edilirse, basıncı düşürün ve derhal müdahale edin.
② Basınçlandırmadan önce giriş ağını, tahliye vanasını ve a1, a2 ve a3 ağ kapılarını kapatın.
③ Kapatma halkasının açıkta kalan dış yüzeyine grafit tozu yağlayıcı uygulayın.
④ Otoklav kapak cihazını kapatın, redüktörü sallayın, otoklav gövdesi flanş dişlerine tam olarak geçmesini sağlamak için otoklav kapağını döndürün ve kapağı kilitlemek için güvenlik kolunu yatay konuma çevirin.
⑤ Ana buharın otoklav kapağı uç yüzünü kapatmasına izin vermek için a1 ve a3 valflerini açın.
⑥ Giriş vanasını çalışma basıncına açtıktan sonra, a2 vanasını açın ve a3 vanasını kapatarak otoklavın içindeki çalışma buharının kendi kendini mühürlemesini sağlayın.
⑦ Buhar işlemi tamamlandıktan sonra tahliye vanasını açın. Sadece basınç göstergesi sıfırı gösterdiğinde, otoklavda kalan gazı bilye ağından tahliye etmek için emniyet kolu dikey konuma çevrilebilir. Ardından, redüktörü sallayın ve otoklav kapak flanşı dişleri örgü basamaklarının kesişme noktasına yaklaştığında hızı yavaşlatın ve her taraftaki dişler otoklav gövde flanşı dişlerine temas ettiğinde dönmeyi durdurun. Bu sırada, otoklav kapağı uç yüzü sızdırmazlık halkasından ayrılmıştır ve otoklav kapağı otoklav gövdesinin iç tarafına geri döndürülmeden önce artık gaz olmadığı doğrulanır. Otoklav açma işlemi sırasında operatör otoklav kapağının sağ tarafında olmalı ve otoklav kapağının önünde kimse bulunmamalıdır.
⑧ Otoklav kapağını açıp kapatırken ve araba otoklav gövdesine girip çıkarken, otoklav gövdesiyle çarpışmayı önlemek için bunu yavaş ve dikkatli bir şekilde yapın.
⑨ Basınç yükselmesi ve stabilizasyon işlemi sırasında, yoğuşma suyu seviyesini sık sık izleyin. Su seviyesi otoklav gövdesinin en alt noktasına yaklaştığında veya bir su seviyesi alarmı olduğunda, su besleme cihazının otomatik drenaj hacminin yeterli olmadığını ve manuel drenaj için drenaj vanasının açılması gerektiğini gösterir. Aynı zamanda, üst ve alt duvar sıcaklıklarını izleyin. Eğer 40°C'yi aşarlarsa, drenajı güçlendirin ve her otoklav işleminden önce ve sonra düzenli drenaj yapın.
⑩ Otoklavın nominal sıcaklık ve basınç limitlerinin ötesinde çalıştırılması kesinlikle yasaktır.
5. Toz Püskürtme Makinesi
İki lamine cam parçasının sıcak bükme sırasında aynı şekle sahip olmasını sağlamak için, her iki cam parçasının kalıp üzerinde birlikte bükülmesi gerekir. Bununla birlikte, iki cam parçası birlikte istiflendiğinde, çiziklerin oluşması, sıcak bükme sırasında yapışma ve laminasyon sırasında ayrılmada zorluk yaşanması kolaydır. Bu nedenle, sıcak bükme işleminden önce, camın yapıştırma yüzeyine eşit şekilde ince bir toz tabakası püskürtülür. Bu sadece yapıştırma sırasında yüzeyin çizilmesini önlemekle kalmaz, aynı zamanda laminasyon sırasında ayrılmasını da kolaylaştırır. Aynı zamanda, sıcak bükme sırasında camın birbirine yapışmasını önler ve camın şekillendirme işlemi sırasında hafifçe kaymasını kolaylaştırır.
Toz püskürtmenin nitelikli olup olmadığını değerlendirmek için kriterler şunlardır: cam yüzeyinde toz olmalı, ancak çok kalın olmamalıdır; püskürtülen yüzeyde topaklar veya düzensiz dağılım olmamalıdır. Nitelikli bir toz püskürtme yüzeyi ince, eşit dağılımlı ve topaksız olmalıdır.
Toz püskürtme makinesi, toz kutusunu yatay bir aktarma silindiri üzerine veya doğrudan bir yıkama ve kurutma makinesinin yatay çıkış platformuna monte eden bir cihazdır. Toz kutusunun altında bir toz alma kutusu ve üstünde bir toz giderme cihazı vardır. Toz kutusu ve toz alma kutusunda sadece iletim silindirleri ve camın geçmesi için boşluklar vardır. Toz püskürtme makinesi, son derece ince tozu titreştirmek ve nozüle beslemek için elektromanyetik veya diğer yöntemleri kullanır. Basınçlı havanın etkisi altında toz, toz kutusuna püskürtülür ve daha sonra kendi ağırlığı nedeniyle toz kutusundan geçen cam yüzeye eşit olarak serpilir.
Toz püskürtme makinesi çalıştırıldığında, aşağıdaki gibi belirtilen işletim prosedürlerine göre çalıştırılmalıdır:
1. Vibratör toz kutusunun kuru ve kaliteli silikon tozu ile doldurulup doldurulmadığını kontrol edin.
2. Basınçlı hava filtresinin, yağ ve su ayırıcısının ve nem emme cihazının etkili olup olmadığını kontrol edin.
3. Hava basıncının gereksinimleri karşıladığını kontrol edin (0,5~0,8MPa).
4. Toz giderme için egzoz fanını çalıştırın ve toz alma kutusunun yerinde olup olmadığını kontrol edin.
5. Toz püskürtme anahtarını açın, vibratörü çalıştırın ve toz püskürtmeye başlayın.
6. Camı besleyin, toz kalınlığının nitelikli olmasını sağlamak için toz püskürtme hava basıncını ayarlayın.
7. Toz püskürtme üretimi için camı serbest bırakın.
PVB laminasyon filmimiz hakkında daha fazla bilgi edinmek ve ihtiyaçlarınızı karşılamaya nasıl yardımcı olabileceğimizi öğrenmek için bugün bize ulaşın.
