PVB ламинированное стекло машина
Линия по производству ламинированного стекла
Оглавление
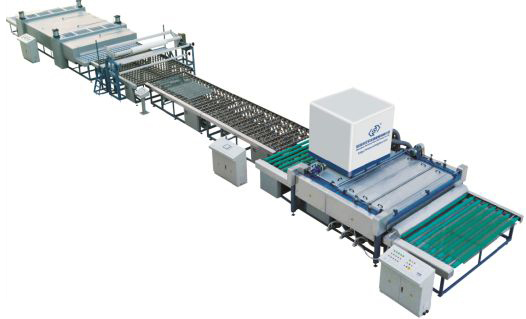
Линия по производству ламинированного стекла из пленки PVB в основном состоит из таких частей: Машина для укладки пленки PVB, сборочная машина, машина для предварительного прессования, автоклав и машина для распыления порошка.
1. Машина для укладки пленки PVB
Машина для укладки межслойной пленки PVB должна соответствовать следующим стандартам производительности и эффективности работы оборудования:
1. Движение PVB-плёнка во время вращения должны быть плавными, гибкими, безопасными, надежными и без вибраций.
2. Допуск параллельности валов машины для укладки пленки PVB должен быть в пределах 2 мм.
3. Подъем и позиционирование пленки PVB должны быть быстрыми, безопасными и простыми.
4. Редуктор и двигатель должны работать нормально, без вибрации.
5. Шум оборудования должен составлять ≤85 дБ (A).
Эффективность работы машины для укладки межслойной поливинилбутиральной пленки заключается в том, что скорость поливинилбутиральной пленки должна быть плавной и равномерной во время растяжения и отпускания, а сама машина должна быть гибкой, безопасной и надежной, без отсоединения посторонних предметов.
2. Сборочная машина
Машина для сборки ламинированного стекла - это устройство, используемое в процессе производства ламинированного стекла для соединения двух или более листов стекла с пленкой PVB и обеспечения их точного позиционирования. Он состоит из монтажного стола и транспортного подъемника на присосках.
2.1 Механические требования к машине для сборки ламинированного стекла
① Точность позиционирования: отклонение между перекрывающимися стеклянными листами должно соответствовать местным стандартам.
② Точность ходьбы и позиционирования стойки для присосок должна составлять ≤0,5 мм.
③ Допуск параллельности направляющей балки должен составлять 3 мм.
④ Допуск плоскостности поверхности направляющей для ходьбы должен составлять 2 мм.
⑤ Вакуумный насос должен работать нормально, а степень вакуума должна находиться в диапазоне 0,05-0,09 МПа. При отключении питания время всасывания должно составлять ≥20 мин.
⑥ Вакуумная резиновая присоска не должна оставлять следов на стекле после присасывания.
⑦ Ходовые и подъемные механизмы должны работать плавно, надежно и без вибрации.
⑧ Допуск параллельности трансферного серебра должен составлять 1 мм.
⑨ Радиальное биение ролика переноса не должно превышать 1 мм.
⑩ Шум оборудования должен составлять ≤85 дБ(A).
2.2 Требования к производительности подъемника на присосках для сборки многослойного стекла
① Отклонение между листами стекла после сборки должно составлять <1 мм.
② Погрешность точности повторного позиционирования автоматической шагающей рамы должна составлять <1 мм.
2.3 Подготовка к запуску ламинатора
① Убедитесь, что оборудование чистое, без пыли и ворса.
② Убедитесь, что давление воздуха находится в пределах 0,5~0,8 МПа.
③ Включите вакуумный насос и убедитесь, что уровень вакуума превышает 0,08, а уровень масла в вакуумном насосе достаточен.
④ Убедитесь, что вакуумные присоски находятся в правильном положении относительно ламинируемого стекла, а верхние и нижние присоски правильно выровнены и надежно закреплены.
⑤ Проверьте наличие защиты от перегрузки.
2.4 Внимание при эксплуатации ламинатора
① Перед ламинированием убедитесь, что давление воздуха и уровень вакуума соответствуют требованиям.
② Отрегулируйте положение присосок в соответствии с размером ламинируемого стекла и прочно закрепите их.
③ Очистите и приведите в порядок ламинатор перед ламинированием и убедитесь, что он пригоден для использования.
④ При ламинировании правильно расположите стекло, а когда машина для ламинирования поднимет верхнее стекло, аккуратно нажмите на нижнее, чтобы предотвратить поломку.
⑤ После ламинирования выровняйте верхнее и нижнее стекло и вырежьте окружающую клейкую ленту немного больше, чем стекло.
⑥ При установке стекла с клеевым кольцом убедитесь, что оно правильно установлено, чтобы предотвратить утечку воздуха при откачке вакуума.
⑦ Когда рука поднимается с прикрепленным стеклом, не кладите железо или другие металлические предметы рядом с магнитным концевым выключателем руки.
⑧ После завершения ламинирования присоски можно непосредственно поднять, чтобы снять стекло.
⑨ После завершения ламинирования немедленно выключите вакуумный насос, ламинатор и очистите его. При необходимости отключите источник сжатого воздуха.
2.5 Эксплуатация ламинатора
① Последовательно включите главный выключатель, выключатель освещения и выключатель управления.
② Поместите стекло на нижний держатель с присосками в соответствии с требованиями процесса, нажмите на педаль, чтобы машина для ламинирования удерживала стекло и отделяла его.
③ После отделения стекла используйте пылесос для очистки внутренней поверхности стекла, наклейте клейкую ленту в соответствии с технологическими требованиями, а затем снова нажмите на ножной переключатель, чтобы опустить рычаг и установить стекло.
④ После опускания рычага и установки стекла отрежьте излишки клейкой ленты в соответствии с технологическими требованиями, установите клейкое кольцо, нажмите на переключатель разблокировки присоски (обдува) и поднимите стекло на тележку вакуумной откачки. Затем приступайте к ламинированию следующего куска стекла, используя описанный выше метод.
3. Машина предварительного прессования
Машина предварительного прессования для многослойного стекла - это устройство, используемое при обработке многослойного стекла для нагрева и механического прессования прослойки для ее склеивания.
3.1 Требования к механическим характеристикам машины для предварительного прессования
① Транспортировочная конструкция должна работать плавно, быть расчетливой и не иметь вибрации.
② Допуск параллельности заднего подающего ролика должен составлять 0,5 мм.
③ Радиальное биение транспортировочного ролика должно быть не более 0,5 мм.
④ Выравнивание шины на транспортировочном серебре и допуск плоскостности должны составлять 1 мм.
⑤ Допуск параллельности верхнего и нижнего давления серебра должен составлять 0,5 мм.
⑥ Шум всей машины должен составлять ≤85 дБ(A).
3.2 Требования к прессованию изделий на машине предварительного прессования
① Стекло не должно иметь дефектов, таких как воздушные карманы или расслоение после прессования.
② Отклонение задней части стекла после предварительного прессования должно быть менее 0,5 мм.
③ Стекло не должно сталкиваться или царапаться в процессе транспортировки в печи.
3.3 Эксплуатация машины предварительного прессования
① Включите главный выключатель и запустите вакуумный насос.
② В соответствии с технологическими требованиями подключите вакуумное соединение стеклянного автомобиля к внешнему вакуумному соединению трубы для холодной вытяжки.
③ После завершения холодной вытяжки задвиньте стеклянную машину в шкаф и подсоедините вакуумный патрубок внутри шкафа к тележке, затем отсоедините наружный вакуумный патрубок (отрежьте), и следующий стакан можно вытягивать холодным способом снаружи шкафа.
④ Закройте дверцу шкафа и включите выключатель циркуляционного вентилятора.
⑤ Настройте регулятор температуры и таймер на панели управления в соответствии с требованиями процесса, чтобы определить температуру и время нагрева.
⑥ Включите переключатель нагрева, чтобы нагреть шкаф.
⑦ По достижении заданного времени и температуры нагрев автоматически отключится, и загорится индикатор.
⑧ Выключите циркуляционный вентилятор, откройте дверцу шкафа и выньте стекло. Стекло с холодной вытяжкой снаружи можно непрерывно производить, заталкивая его в шкаф в соответствии с вышеуказанным методом.
3.4 Меры предосторожности при использовании машины для предварительной печати
① Перед запуском машины убедитесь, что в шкафу нет легковоспламеняющихся материалов, таких как бумага, дерево или масло.
② При запуске машины убедитесь, что терморегулятор работает, и установите температуру и время нагрева.
③ При запуске машины убедитесь, что степень вакуума соответствует требованиям и нет утечки.
④ Сначала стекло должно быть подвергнуто холодной вытяжке, а затем помещено в шкаф для предварительного нагрева и прессования. При заталкивании в шкаф сначала следует подключить вакуумный патрубок внутри шкафа, а затем отсоединить наружный вакуумный патрубок, чтобы избежать прерывистого вакуумирования.
⑤ Закрывая дверцу шкафа, убедитесь, что внутри никого нет.
⑥ Перед включением обогревателя сначала включите вентилятор, а перед выключением вентилятора сначала выключите обогреватель.
⑦ Когда вы толкаете тележку и закрываете дверь, избегайте столкновения со стеклом.
3.5 При регулировке зазора между валами машины для предварительного прессования ламинированного стекла следует обратить внимание на следующие аспекты
② Для плоского пресса с устройством автоматической регулировки зазора сначала следует поднять верхний прижимной валик, а затем отрегулировать зазор между валиками. Для плоского пресса без устройства автоматической регулировки зазора давление на серебро должно быть нулевым перед регулировкой зазора в соответствии с толщиной стекла.
③ Зазор между серебром и стеклом должен быть немного меньше, чем фактическая общая толщина стекла, а величина уменьшения должна соответствовать требованиям.
④ После регулировки зазора между валами необходимо убедиться, что общая толщина стекла соответствует зазору, прежде чем стекло будет подано в машину.
4. Автоклав
Автоклав для многослойного стекла - это специализированное устройство, используемое для окончательного нагрева и обработки давлением многослойного стекла после предварительного прессования.

4.1 Структура и функции каждой части автоклава
Автоклав из ламинированного стекла в основном состоит из корпуса чайника, крышки, поворотного устройства, редуктора с ручным приводом, предохранительных устройств, опор, изоляционного слоя, уплотнительного устройства, трубопроводной арматуры, инструментов и т.д. К вспомогательным частям относятся дренажные устройства.
① Устройство корпуса чайника В основном он состоит из цилиндра и фланца корпуса чайника, сваренных вместе. 44 зубца равномерно распределены по окружности фланца и соответственно входят в зацепление с 44 зубцами на фланце крышки чайника. На дне чайника проложена дорожка, по которой может перемещаться или парковаться тележка для полимеризации пара. На внешней стороне корпуса чайника расположены различные опоры и соединения труб для впуска и выпуска пара, отвода конденсата и установки различных приборов и клапанов.
② Устройство крышки В основном состоит из фланца крышки чайника, зубчатой пластины и полусферической головки, сваренных вместе. Крышка подвешивается с помощью ручки и короткого вала и входит в зацепление с фланцем корпуса чайника для закрытия автоклава.
③ Качающееся устройство В основном оно состоит из вала, консольной балки, опорной пластины, тяговой пластины и тяги. Оно устанавливается в верхней части чайника и соединяется с ручкой крышки чайника через тягу, чтобы подвешивать и вращать автоклав.
④ Редуктор с ручным приводом Он крепится сбоку на фланце корпуса чайника и состоит в основном из пары турбинных пар и пары конических зубчатых валов. Зубчатая пластина приводится в движение шестерней, чтобы вращать крышку чайника вокруг центра, позволяя зубьям корпуса чайника и фланца крышки чайника входить в зацепление или расходиться.
⑤ Устройства безопасности Крепится сбоку на фланце корпуса чайника и состоит из ручки безопасности, седла, соединительного стержня и шарового клапана. Когда крышка чайника закрыта, рукоятка безопасности поворачивается в горизонтальное положение, блокируя крышку чайника, чтобы предотвратить ее открытие, и соответственно закрывается выпускной шаровой клапан. При открытии крышки сначала необходимо перевести ручку безопасности в вертикальное положение, после чего откроется шаровой клапан. После того как оставшийся в чайнике пар будет выпущен через шаровой клапан, крышку чайника можно открыть, чтобы избежать опасности.
⑥ Для поддержки корпуса чайника используются опоры, состоящие из средней опоры и концевых опор. За исключением неподвижной средней опоры, остальные опоры могут перемещаться вдоль оси корпуса чайника с помощью тел качения, чтобы адаптироваться к расширению и сжатию корпуса чайника.
⑦ Изоляционный слой В основном состоит из изоляционных материалов, каркаса, защитных панелей и т.д., чтобы предотвратить потерю тепла во время использования автоклава.
⑧ Уплотнительное устройство Состоит из уплотнительного кольца, запорного клапана, впускного отвода и т. д. Уплотнительное кольцо вставляется в уплотнительную канавку фланца корпуса чайника. На этапе опрессовки пар из внешнего источника поступает в уплотнительную канавку через отвод и клапан, оказывает давление на уплотнительное кольцо на торцевой поверхности крышки чайника и после достижения номинального давления уплотняет его, опираясь на давление воздуха в самом корпусе чайника.
⑨ Приборы включают в себя манометры, измерители температуры, защитные сетки, термисторы, шаровые краны и т.д. для обеспечения безопасного использования автоклава.
⑩ Дренажное устройство Используется для отвода конденсата и состоит из дренажных устройств, пароуловителей, разгрузочных экранов и т.д. Цилиндр для сбора воды подсоединяется к нижней части
4.2 Требования к производительности автоклава:
① Электрические характеристики:
a. Графические, текстовые и цифровые изображения на экране или мониторе должны быть четкими, полными и достоверными.
b. Кнопки управления на панели управления должны быть чувствительными, надежными и точными.
c. Ход, концевые выключатели и электрические блокировочные устройства должны быть чувствительными и точными.
d. Все электрические цепи должны быть помещены в кабельные каналы, точно подключены и промаркированы.
e. Сопротивление изоляции оборудования должно быть ≥0,5MQ.
② Механические характеристики:
a. Дверь автоклава должна открываться гибко и без препятствий.
b. Вентилятор должен работать нормально и без ненормального шума.
c. Насос охлаждающей воды должен работать нормально и без ненормального шума.
d. Вся сварка пневматического трубопровода должна быть целой и надежной, а пневматический затвор должен работать точно и плавно.
e. Уровень шума оборудования должен составлять ≤85 дБ(A).
③ Характеристики герметичности:
a. Прокладка уплотнительного кольца должна быть плоской, без выступов и выпуклостей.
b. Асбестовая уплотнительная набивка должна быть уплотнена, чтобы обеспечить герметичность без зазоров.
4.3 Тестовый запуск пустого автоклава, порядок действий при тестовом запуске пустого автоклава следующий:
① Перед пробным запуском строго проверьте, затянуты ли соединительные гайки, исправны ли и находятся ли в рабочем состоянии защитные приспособления, гибкие и плавные ли подвижные части опоры, в порядке ли дренажная система.
② Поднимите давление до расчетного во время пробного запуска. Если защитная сетка не может нормально выходить, отрегулируйте ее соответствующим образом.
③ Понизьте давление до рабочего и поддерживайте его в течение 30 минут, всесторонне осмотрите находящиеся под давлением компоненты и соединительные трубопроводы, обращая внимание на утечки, манометры, предохранительные клапаны и разницу температур между верхней и нижней стенками. Если обнаружены какие-либо аномальные явления, немедленно снизьте давление и проводите осмотры до тех пор, пока не будет достигнута нормальная работа.
4.4 Безопасные процедуры эксплуатации автоклава
① При эксплуатации автоклава убедитесь в том, что защитные приспособления укомплектованы, чувствительны, надежны, и регулярно проводите осмотр в фиксированных точках. При обнаружении любых ненормальных условий снижайте давление и незамедлительно принимайте меры.
② Перед подачей давления закройте впускную сетку, сливной клапан и сетчатые затворы a1, a2 и a3.
③ Нанесите графитовую порошковую смазку на открытую внешнюю поверхность запорной петли.
④ Закройте крышку автоклава, встряхните редуктор, поверните крышку автоклава, чтобы обеспечить полное зацепление с фланцевыми зубцами корпуса автоклава, и поверните предохранительную рукоятку в горизонтальное положение, чтобы заблокировать крышку.
⑤ Откройте клапаны a1 и a3, чтобы основной пар запечатал торцевую поверхность крышки автоклава.
⑥ После открытия впускного клапана до рабочего давления, откройте клапан a2 и закройте клапан a3, чтобы рабочий пар внутри автоклава самогерметизировался.
⑦ После завершения обработки паром откройте сливной клапан. Только когда манометр покажет ноль, можно повернуть предохранительную рукоятку в вертикальное положение, чтобы выпустить оставшийся в автоклаве газ через шаровую сетку. Затем встряхните редуктор и замедлите скорость вращения, когда зубья фланца крышки автоклава окажутся вблизи пересечения ступеней зацепления, и остановите вращение, когда зубья со всех сторон соприкоснутся с зубьями фланца корпуса автоклава. В это время торцевая поверхность крышки автоклава отделяется от уплотнительного кольца, и подтверждается отсутствие остаточного газа, после чего крышка автоклава поворачивается обратно к внутренней стороне корпуса автоклава. Во время процесса открытия автоклава оператор должен находиться с правой стороны от крышки автоклава, и никто не должен находиться перед крышкой автоклава.
⑧ При открывании и закрывании крышки автоклава, а также при въезде и выезде тележки из корпуса автоклава делайте это медленно и осторожно, чтобы избежать столкновения с корпусом автоклава.
⑨ Во время процесса повышения и стабилизации давления часто следите за уровнем конденсата. Если уровень воды приближается к самой нижней точке корпуса автоклава или срабатывает сигнализация уровня воды, это означает, что объем автоматического дренажа устройства подачи воды недостаточен, и необходимо открыть дренажный клапан для ручного дренажа. В то же время следите за температурой верхней и нижней стенок. Если они превышают 40°C, усильте дренаж и регулярно проводите дренаж до и после каждой обработки в автоклаве.
⑩ Категорически запрещается эксплуатировать автоклав сверх номинальных пределов температуры и давления.
5. Машина для распыления порошка
Чтобы обеспечить одинаковую форму двух кусков ламинированного стекла при горячей гибке, оба куска стекла должны быть согнуты вместе на пресс-форме. Однако, когда два куска стекла уложены вместе, на них легко образуются царапины, они слипаются при горячей гибке и с трудом разделяются при ламинировании. Поэтому перед горячей гибкой на склеиваемую поверхность стекла равномерно наносится тонкий слой порошка. Это не только предотвращает появление царапин на поверхности при склеивании, но и облегчает разделение при ламинировании. В то же время это предотвращает склеивание стекла во время горячей гибки, облегчая его легкое скольжение в процессе формования.
Критериями оценки качества напыления порошка являются: на поверхности стекла должен быть порошок, но не слишком толстый; на напыляемой поверхности не должно быть комков или неравномерного распределения. Квалифицированное порошковое напыление должно быть тонким, равномерно распределенным и без комочков.
Машина для распыления порошка - это устройство, которое устанавливает ящик для порошка на горизонтальный передающий ролик или непосредственно на горизонтальную выходную платформу стирально-сушильной машины. Под коробкой для порошка находится приемная коробка для порошка, а сверху - устройство для удаления пыли. В коробке для порошка и приемной коробке для порошка имеются зазоры для прохождения передающих роликов и стекла. Машина для распыления порошка использует электромагнитные или другие методы для вибрации и подачи очень мелкого порошка в сопло. Под действием сжатого воздуха порошок распыляется в коробку для порошка, а затем под действием собственного веса равномерно рассыпается по поверхности стекла, проходящего через коробку для порошка.
После запуска машины для напыления порошка ее необходимо эксплуатировать в соответствии с указанными ниже процедурами:
1. Проверьте, заполнен ли ящик для порошка вибратора сухим и качественным кремниевым порошком.
2. Проверьте, эффективны ли фильтр сжатого воздуха, масло- и влагоотделитель и устройство поглощения влаги.
3. Убедитесь, что давление воздуха соответствует требованиям (0,5~0,8 МПа).
4. Запустите вытяжной вентилятор для удаления пыли и убедитесь, что приемный ящик для порошка установлен на место.
5. Включите переключатель распыления порошка, запустите вибратор и начните распыление порошка.
6. Подайте стекло, отрегулируйте давление воздуха для распыления порошка, чтобы обеспечить необходимую толщину порошка.
7. Освободите стекло для производства порошкового напыления.
Свяжитесь с нами сегодня, чтобы узнать больше о нашей пленке для ламинирования PVB и о том, как мы можем удовлетворить ваши потребности.
