آلة الزجاج الرقائقي PVB
خط إنتاج الزجاج الرقائقي
جدول المحتويات
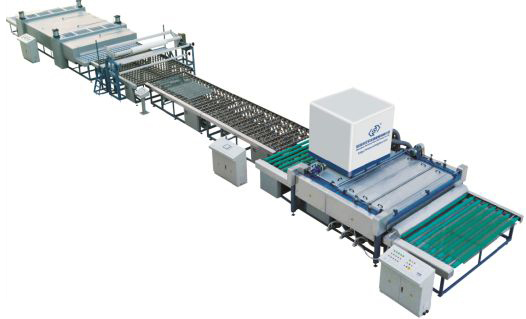
يتكون خط إنتاج الزجاج الرقائقي بفيلم PVB بشكل أساسي من الأجزاء التالية: آلة وضع فيلم PVB، وآلة التجميع، وآلة الضغط المسبق، والأوتوكلاف، وآلة رش المسحوق.
1. آلة وضع فيلم PVB
يجب أن تلبي آلة وضع فيلم PVB بين الطبقات معايير أداء المعدات وفعالية العمل التالية:
1. حركة فيلم PVB أثناء الدوران يجب أن تكون سلسة ومرنة وآمنة وموثوقة وخالية من الاهتزاز.
2. يجب أن يكون التسامح في التوازي لأعمدة آلة وضع فيلم PVB في حدود 2 مم.
3. يجب أن تكون عملية رفع ووضع فيلم PVB سريعة وآمنة وسهلة.
4. يجب أن يعمل مخفض ناقل الحركة والمحرك بشكل طبيعي دون اهتزاز.
5. يجب أن تكون ضوضاء المعدات ≤85 ديسيبل (أ).
إن فعالية عمل آلة وضع فيلم PVB بين الطبقات هي أن سرعة فيلم PVB يجب أن تكون سلسة وموحدة أثناء التمدد والإطلاق، ويجب أن تكون الآلة مرنة وآمنة وموثوقة، مع عدم فصل أي أجسام غريبة.
2. آلة التجميع
آلة تجميع الزجاج الرقائقي هي جهاز يستخدم في عملية إنتاج الزجاج الرقائقي لدمج ورقتين أو أكثر من الزجاج مع فيلم PVB وضمان وضعها بدقة. تتكون من طاولة تجميع ورافعة شفط النقل.
2.1 المتطلبات الميكانيكية لآلة تجميع الزجاج الرقائقي
① دقة التموضع: يجب أن يتوافق الانحراف بين صفائح الزجاج المتداخلة مع المعايير المحلية.
② يجب أن تكون دقة المشي وتحديد موقع رف كأس الشفط ≤0.5 مم.
③ يجب أن تكون درجة التسامح الموازية لشعاع دليل المشي 3 مم.
④ يجب أن يكون التسامح الاستوائي لسطح دليل المشي 2 مم.
⑤ يجب أن تعمل مضخة التفريغ بشكل طبيعي، ويجب أن تكون درجة التفريغ في نطاق 0.05-0.09 ميجا باسكال. عند انقطاع التيار الكهربائي، يجب أن يكون وقت الشفط ≥20 دقيقة.
⑥ لا ينبغي أن تترك كأس الشفط المطاطي المفرغ أي أثر على الزجاج بعد الشفط.
⑦ يجب أن تعمل آليات المشي والرفع بسلاسة وموثوقية وبدون اهتزاز.
⑧ يجب أن يكون تسامح التوازي للفضة المنقولة 1 مم.
⑨ يجب ألا يتجاوز الانحراف الشعاعي لأسطوانة النقل 1 مم.
⑩ يجب أن تكون ضوضاء المعدات ≤85 ديسيبل (أ).
2.2 متطلبات أداء رافعة كأس الشفط لتجميع الزجاج الرقائقي
① يجب أن يكون الانحراف بين صفائح الزجاج بعد التجميع أقل من 1 مم.
② يجب أن يكون خطأ دقة تحديد المواقع المتكررة لإطار المشي التلقائي <1 مم.
2.3 الاستعدادات قبل بدء تشغيل آلة الترقق
① تأكد من أن المعدات نظيفة وخالية من الغبار والوبر.
② تأكد من أن ضغط الهواء يتراوح بين 0.5~0.8 ميجا باسكال.
③ قم بتشغيل مضخة التفريغ وتأكد من أن مستوى التفريغ أكبر من 0.08 وأن مستوى زيت مضخة التفريغ مناسب.
④ تأكد من أن أكواب الشفط المفرغة من الهواء موجودة في الوضع الصحيح لتغليف الزجاج، وأن أكواب الشفط العلوية والسفلية محاذية بشكل صحيح ومثبتة بإحكام.
⑤ تأكد من وجود الحماية ضد الحمل الزائد في مكانها.
2.4 الانتباه أثناء استخدام آلة الترقق
① تأكد من أن ضغط الهواء ومستوى الفراغ يلبي المتطلبات قبل الترقق.
② اضبط موضع أكواب الشفط وفقًا لحجم الزجاج المراد تصفيحه ثم ثبتها بإحكام.
③ قم بتنظيف وترتيب آلة الترقق قبل الترقق وتأكد من أنها مؤهلة للاستخدام.
④ عند الترقق، ضع الزجاج بشكل صحيح وعندما ترفع آلة الترقق الزجاج العلوي، اضغط برفق على الزجاج السفلي لمنع الكسر.
⑤ بعد الترقق، قم بمحاذاة الزجاج العلوي والسفلي، ثم قم بقص الشريط اللاصق المحيط بحيث يكون أكبر قليلاً من الزجاج.
⑥ عند تركيب الزجاج بحلقة اللاصق، تأكد من تركيبه بشكل صحيح لمنع تسرب الهواء أثناء ضخ الفراغ.
⑦ عند رفع الذراع مع وجود زجاج متصل به، لا تضع الحديد أو أي أجسام معدنية أخرى بالقرب من مفتاح الحد المغناطيسي للذراع.
⑧ بعد اكتمال عملية الترقق، يمكن رفع أكواب الشفط مباشرة لإزالة الزجاج.
⑨ بعد الانتهاء من عملية الترقق، قم بإيقاف تشغيل مضخة التفريغ وآلة الترقق على الفور وتنظيفها. إذا لزم الأمر، قم بإيقاف تشغيل مصدر الهواء المضغوط.
2.5 تشغيل آلة الترقق
① قم بتشغيل المفتاح الرئيسي ومفتاح الإضاءة ومفتاح التحكم بالترتيب.
② ضع الزجاج على حامل كأس الشفط السفلي وفقًا لمتطلبات العملية، ثم اضغط على مفتاح القدم لجعل آلة الترقق تمسك الزجاج وتفصل الزجاج.
③ بعد فصل الزجاج، استخدم المكنسة الكهربائية لتنظيف السطح الداخلي للزجاج، ثم ضع الشريط اللاصق وفقًا لمتطلبات العملية، ثم اضغط على مفتاح القدم مرة أخرى لخفض الذراع ووضع الزجاج.
④ بعد خفض الذراع ووضع الزجاج، قم بقطع الشريط اللاصق الزائد وفقًا لمتطلبات العملية، وقم بتثبيت حلقة اللصق، ثم اضغط على مفتاح تحرير كأس الشفط (نفخ الهواء)، ثم ارفع الزجاج على عربة الضخ الفراغي. ثم تابع تغليف القطعة التالية من الزجاج باستخدام الطريقة المذكورة أعلاه.
3. آلة الضغط المسبق
آلة الضغط المسبق للزجاج الرقائقي هي جهاز يستخدم في معالجة الزجاج الرقائقي لتسخين الطبقة المتوسطة والضغط عليها ميكانيكيًا لربطها.
3.1 متطلبات الأداء الميكانيكي لآلة الضغط المسبق
① يجب أن يعمل هيكل النقل بسلاسة، وأن يكون قابلاً للحساب، ولا يحتوي على اهتزاز.
② يجب أن يكون تسامح التوازي لأسطوانة التسليم الخلفية 0.5 مم.
③ يجب ألا يزيد الانحراف الشعاعي لأسطوانة النقل عن 0.5 مم.
④ يجب أن يكون محاذاة قضيب النقل على الفضة الناقلة وتسامح التسطح 1 مم.
⑤ يجب أن يكون التسامح الموازي لضغط الفضة العلوي والسفلي 0.5 مم.
⑥ يجب أن تكون ضوضاء الجهاز بأكمله ≤85 ديسيبل (أ).
3.2 متطلبات الضغط على المنتج لآلة الضغط المسبق
① يجب ألا يكون في الزجاج أي عيوب مثل جيوب الهواء أو التقشر بعد الضغط.
② يجب أن يكون انحراف الجزء الخلفي من الزجاج بعد الضغط المسبق أقل من 0.5 مم.
③ يجب ألا يصطدم الزجاج أو يخدش أثناء عملية النقل في الفرن.
3.3 تشغيل آلة الطباعة المسبقة
① قم بتشغيل المفتاح الرئيسي وابدأ تشغيل مضخة التفريغ.
② وفقًا لمتطلبات العملية، قم بتوصيل الوصلة الفراغية للسيارة الزجاجية بالوصلة الخارجية لأنبوب التفريغ من أجل السحب البارد.
③ بعد اكتمال السحب البارد، ادفع عربة الزجاج إلى الخزانة وقم بتوصيل وصلة أنبوب التفريغ داخل الخزانة بالعربة، ثم افصل وصلة أنبوب التفريغ الخارجي (اقطعها)، ويمكن سحب الزجاج التالي على البارد خارج الخزانة.
④ أغلق باب الخزانة وقم بتشغيل مفتاح المروحة الدائرية.
⑤ اضبط وحدة التحكم في درجة الحرارة والمؤقت على لوحة التشغيل وفقًا لمتطلبات العملية لتحديد درجة حرارة التسخين والوقت.
⑥ قم بتشغيل مفتاح التسخين لتسخين الخزانة.
⑦ عند الوصول إلى الوقت ودرجة الحرارة المحددين مسبقًا، سيتم إيقاف التسخين تلقائيًا، وسيضيء مؤشر الضوء.
⑧ قم بإيقاف تشغيل مروحة الدوران، وافتح باب الخزانة، ثم ادفع الزجاج للخارج. يمكن إنتاج الزجاج المسحوب على البارد من الخارج بشكل مستمر عن طريق دفعه إلى داخل الخزانة وفقًا للطريقة المذكورة أعلاه.
3.4 الاحتياطات عند استخدام آلة الضغط المسبق
① قبل بدء تشغيل الجهاز، تأكد من عدم وجود مواد قابلة للاشتعال مثل الورق والخشب والزيت داخل الخزانة.
② عند بدء تشغيل الجهاز، تأكد من فعالية وحدة التحكم في درجة الحرارة وقم بضبط درجة حرارة التسخين والوقت مسبقًا.
③ عند بدء تشغيل الماكينة، تأكد من أن درجة الفراغ تلبي المتطلبات ولا يوجد تسرب.
④ يجب أولاً سحب الزجاج على البارد ثم دفعه إلى الخزانة للتسخين المسبق والضغط المسبق. عند الدفع إلى الخزانة، يجب توصيل وصلة أنبوب الفراغ داخل الخزانة أولاً، ثم فصل وصلة الفراغ الخارجية لتجنب الفراغ المتقطع.
⑤ عند إغلاق باب الخزانة، تأكد من عدم وجود أي شخص بالداخل.
⑥ قبل تشغيل السخان، قم بتشغيل المروحة أولاً، وقبل إيقاف تشغيل المروحة، قم بإيقاف تشغيل السخان أولاً.
⑦ عند دفع العربة وإغلاق الباب، تجنب اصطدام الزجاج.
3.5 عند ضبط الفجوة بين لفات آلة الضغط المسبق للزجاج الرقائقي، يجب ملاحظة الجوانب التالية
② بالنسبة للمكبس المسطح المزود بجهاز ضبط الفجوة التلقائي، يجب رفع بكرة الضغط العلوية أولاً، ثم ضبط الفجوة بين البكرات. بالنسبة للمكبس المسطح بدون جهاز ضبط الفجوة التلقائي، يجب أن يكون الضغط على الفضة صفرًا قبل ضبط الفجوة وفقًا لسمك الزجاج.
③ يجب أن تكون الفجوة بين الفضة والزجاج أصغر قليلاً من السُمك الإجمالي الفعلي للزجاج، ويجب أن تلبي قيمة التخفيض المتطلبات.
④ بعد ضبط الفجوة بين اللفات، من الضروري التأكد من أن السُمك الإجمالي للزجاج يتوافق مع الفجوة قبل إدخال الزجاج في الماكينة.
4. الأوتوكلاف
جهاز التعقيم الزجاجي الرقائقي هو جهاز متخصص يستخدم في المعالجة النهائية للتسخين والضغط للزجاج الرقائقي بعد الضغط المسبق.

4.1 هيكل ووظائف كل جزء من أجزاء الأوتوكلاف
يتكون وعاء الضغط الزجاجي الرقائقي بشكل أساسي من جهاز جسم الغلاية، وجهاز الغطاء، وجهاز التأرجح، ومخفض الكرنك اليدوي، وأجهزة الأمان، والدعامات، وطبقة العزل، وجهاز الختم، وصمامات الأنابيب والأجهزة، وما إلى ذلك. وتشمل الأجزاء المساعدة أجهزة الصرف.
① جهاز جسم الغلاية يتكون بشكل أساسي من أسطوانة وحافة جسم الغلاية ملحومتين معًا. يتم توزيع 44 سنًا بالتساوي على طول محيط الحافة وتتشابك بشكل متوافق مع 44 سنًا على حافة غطاء الغلاية. يتم وضع مسار في الجزء السفلي من الغلاية للسماح لعربة المعالجة بالبخار بالتحرك أو الوقوف. يتم ترتيب دعامات وتوصيلات الأنابيب المختلفة على الجزء الخارجي من جسم الغلاية لمدخل ومخرج البخار وتصريف الماء المكثف وتركيب أدوات وصمامات مختلفة.
② جهاز الغطاء يتكون بشكل أساسي من شفة غطاء الغلاية ولوحة التروس والرأس نصف الكروي الملحومة معًا. يتم تعليق الغطاء بمقبض وعمود قصير ويتم ربطه بشفة جسم الغلاية لإغلاق الأوتوكلاف.
③ جهاز التأرجح يتكون بشكل أساسي من عمود وشعاع ذراع ولوحة دعم ولوحة سحب وقضيب سحب. يتم تثبيته في الجزء العلوي من نهاية الغلاية ويتم توصيله بمقبض غطاء الغلاية من خلال قضيب السحب لتعليق وتدوير الأوتوكلاف.
④ مخفض يدوي يتم تثبيته على جانب شفة جسم الغلاية ويتكون بشكل أساسي من زوج من أزواج التوربينات وزوج من أعمدة التروس المخروطية. يتم تشغيل لوحة التروس بواسطة الترس لتدوير غطاء الغلاية حول المركز، مما يسمح لأسنان جسم الغلاية وشفة غطاء الغلاية بالتشابك أو الانفصال.
⑤ أجهزة الأمان يتم تثبيتها على جانب شفة جسم الغلاية وتتكون من مقبض أمان ومقعد وقضيب توصيل وصمام كروي. عند إغلاق غطاء الغلاية، يتم تدوير مقبض الأمان إلى الوضع الأفقي، مما يؤدي إلى قفل غطاء الغلاية لمنعه من الفتح، ويتم إغلاق صمام الكرة العادم وفقًا لذلك. عند فتح الغطاء، اجعل مقبض الأمان رأسيًا أولاً، ثم يفتح صمام الكرة. بعد تفريغ البخار المتبقي في الغلاية من خلال صمام الكرة، يمكن فتح غطاء الغلاية لتجنب الخطر.
⑥ يتم استخدام الدعامات لدعم جسم الغلاية، وتتكون من دعامة متوسطة ودعامات نهائية. باستثناء الدعامة المتوسطة الثابتة، يمكن للدعامات الأخرى التحرك على طول محور جسم الغلاية بمساعدة عناصر متدحرجة للتكيف مع تمدد وانكماش جسم الغلاية.
⑦ طبقة العزل تتكون بشكل أساسي من مواد العزل والهيكل والألواح الواقية وما إلى ذلك، لمنع فقدان الحرارة أثناء استخدام الأوتوكلاف.
⑧ جهاز الختم يتكون من حلقة مانعة للتسرب وصمام توقف وانحناء مدخل وما إلى ذلك. يتم تضمين حلقة الختم في أخدود الختم لشفة جسم الغلاية. أثناء مرحلة الضغط، يدخل البخار من مصدر خارجي إلى أخدود الختم من خلال الانحناء والصمام، ويضغط على حلقة الختم عند وجه نهاية غطاء الغلاية، وبعد الوصول إلى الضغط المقدر، يتم الختم بالاعتماد على ضغط الهواء في جسم الغلاية نفسه.
⑨ الأجهزة تشمل مقاييس الضغط، ومقاييس درجة الحرارة، وشبكات الأمان، والمقاومات الحرارية، وصمامات الكرة، وما إلى ذلك، لضمان الاستخدام الآمن للأوتوكلاف.
⑩ جهاز الصرف يستخدم لتصريف المياه المكثفة ويتكون من أجهزة الصرف ومصائد البخار وشاشات التفريغ وما إلى ذلك. يتم توصيل أسطوانة تجميع المياه بالجزء السفلي
4.2 متطلبات أداء الأوتوكلاف:
① الأداء الكهربائي:
أ. يجب أن تكون العروض الرسومية والنصية والرقمية على الشاشة أو جهاز العرض واضحة وكاملة وموثوقة.
ب. يجب أن تكون مفاتيح التشغيل الموجودة على لوحة التحكم حساسة وموثوقة ودقيقة.
ج. يجب أن تكون مفاتيح السفر والحد الأقصى وأجهزة الترابط الكهربائية حساسة ودقيقة.
د. يجب وضع جميع الدوائر الكهربائية في قنوات الأسلاك، وتوصيلها بشكل دقيق، ووضع العلامات عليها.
هـ. يجب أن تكون مقاومة العزل للمعدات ≥0.5MQ.
② الأداء الميكانيكي:
أ. يجب أن يفتح باب الأوتوكلاف بمرونة وبدون عوائق.
ب. يجب أن تعمل المروحة بشكل طبيعي ودون أي ضوضاء غير طبيعية.
ج. يجب أن تعمل مضخة مياه التبريد بشكل طبيعي ودون أي ضوضاء غير طبيعية.
د. يجب أن تكون جميع عمليات لحام الأنابيب الهوائية سليمة وموثوقة، ويجب أن تعمل البوابة الهوائية بدقة وسلاسة.
هـ. يجب أن يكون مستوى الضوضاء للمعدات ≤85 ديسيبل (أ).
③ أداء الختم:
أ. يجب أن تكون حلقة الختم مسطحة بدون أي نتوءات أو تحدبات.
ب. يجب ضغط حشوة مانعة التسرب المصنوعة من الأسبستوس لضمان إحكامها دون أي فجوات.
4.3 تشغيل اختبار الأوتوكلاف الفارغ، تكون إجراءات التشغيل لتشغيل اختبار الأوتوكلاف الفارغ كما يلي:
① قبل تشغيل الاختبار، تحقق بدقة ما إذا كانت صواميل التوصيل مشدودة، وما إذا كانت ملحقات الأمان سليمة وفي حالة صالحة للعمل، وما إذا كانت الأجزاء المتحركة من الدعم مرنة وناعمة، وما إذا كان نظام الصرف طبيعيًا.
② ارفع الضغط إلى الضغط التصميمي أثناء التشغيل التجريبي. إذا لم تتمكن شبكة الأمان من العادم بشكل طبيعي، فقم بتعديلها وفقًا لذلك.
③ قم بخفض الضغط إلى ضغط العمل والحفاظ عليه لمدة 30 دقيقة، وافحص المكونات المضغوطة وخطوط الأنابيب المتصلة بشكل شامل، مع التركيز على التسربات ومقاييس الضغط وصمامات الأمان والفرق في درجة الحرارة بين الجدران العلوية والسفلية. إذا تم العثور على أي ظاهرة غير طبيعية، فقم على الفور بتقليل الضغط وإجراء عمليات التفتيش حتى يتم تحقيق التشغيل الطبيعي.
4.4 إجراءات التشغيل الآمنة للأوتوكلاف
① عند تشغيل جهاز التعقيم، تأكد من أن ملحقات السلامة كاملة وحساسة وموثوقة، وقم بإجراء عمليات تفتيش منتظمة في نقاط ثابتة. إذا تم العثور على أي ظروف غير طبيعية، فقم بتقليل الضغط والتعامل معها على الفور.
② أغلق شبكة المدخل، وصمام التصريف، وبوابات الشبكة a1، وa2، وa3 قبل الضغط.
③ ضع مادة التشحيم المكونة من مسحوق الجرافيت على السطح الخارجي المكشوف لحلقة الإغلاق.
④ أغلق جهاز غطاء الأوتوكلاف، ورج المخفض، وقم بتدوير غطاء الأوتوكلاف لضمان التشابك الكامل مع أسنان شفة جسم الأوتوكلاف، ثم قم بتحويل مقبض الأمان إلى الوضع الأفقي لقفل الغطاء.
⑤ افتح الصمامات a1 وa3 للسماح للبخار الرئيسي بإغلاق الوجه النهائي لغطاء الأوتوكلاف.
⑥ بعد فتح صمام المدخل لضغط العمل، افتح الصمام a2 وأغلق الصمام a3 للاعتماد على البخار العامل داخل الأوتوكلاف للإغلاق الذاتي.
⑦ بعد اكتمال معالجة البخار، افتح صمام التصريف. فقط عندما يشير مقياس الضغط إلى الصفر يمكن تدوير مقبض الأمان إلى الوضع الرأسي لتنفيس أي غاز متبقي في الأوتوكلاف من خلال شبكة الكرة. ثم، قم برج المخفض وإبطاء السرعة عندما تكون أسنان شفة غطاء الأوتوكلاف بالقرب من تقاطع خطوات التشابك، وتوقف عن الدوران عندما تلامس الأسنان على جميع الجوانب أسنان شفة جسم الأوتوكلاف. في هذا الوقت، يتم فصل الوجه النهائي لغطاء الأوتوكلاف عن حلقة الختم، ويتم التأكد من عدم وجود غاز متبقي قبل إعادة غطاء الأوتوكلاف إلى الجانب الداخلي لجسم الأوتوكلاف. أثناء عملية فتح الأوتوكلاف، يجب أن يكون المشغل على الجانب الأيمن من غطاء الأوتوكلاف، ولا ينبغي لأحد أن يكون أمام غطاء الأوتوكلاف.
⑧ عند فتح وإغلاق غطاء الأوتوكلاف ودخول العربة وخروجها من جسم الأوتوكلاف، افعل ذلك ببطء وبحذر لتجنب الاصطدام بجسم الأوتوكلاف.
⑨ أثناء عملية ارتفاع الضغط والاستقرار، راقب منسوب مياه المكثفات بشكل متكرر. عندما يقترب منسوب المياه من أدنى نقطة في جسم الأوتوكلاف أو عندما يكون هناك إنذار لمستوى المياه، فهذا يشير إلى أن حجم الصرف التلقائي لجهاز إمداد المياه غير كافٍ، ويجب فتح صمام الصرف للصرف اليدوي. في الوقت نفسه، راقب درجات حرارة الجدار العلوي والسفلي. إذا تجاوزت 40 درجة مئوية، فقم بتعزيز الصرف، وقم بإجراء تصريف منتظم قبل وبعد كل معالجة للأوتوكلاف.
⑩ يمنع منعًا باتًا تشغيل جهاز التعقيم بدرجة تتجاوز حدود درجة الحرارة والضغط المقدرة له.
5. آلة رش المسحوق
من أجل ضمان أن يكون لقطعتي الزجاج الرقائقي نفس الشكل أثناء الانحناء الساخن، يجب ثني قطعتي الزجاج معًا على القالب. ومع ذلك، عندما يتم تكديس قطعتي الزجاج معًا، فمن السهل إنتاج الخدوش والالتصاق أثناء الانحناء الساخن وصعوبة الانفصال أثناء التصفيح. لذلك، قبل الانحناء الساخن، يتم رش طبقة رقيقة من المسحوق بالتساوي على سطح الترابط للزجاج. هذا لا يمنع فقط خدش السطح أثناء الترابط ولكنه يجعل أيضًا من السهل الفصل أثناء التصفيح. في الوقت نفسه، يمنع أيضًا الزجاج من الالتصاق معًا أثناء الانحناء الساخن، مما يجعل من السهل على الزجاج الانزلاق قليلاً أثناء عملية التشكيل.
المعايير التي يتم من خلالها الحكم على ما إذا كان رش المسحوق مؤهلاً هي: يجب أن يكون هناك مسحوق على سطح الزجاج، ولكن ليس سميكًا جدًا؛ يجب ألا تكون هناك كتل أو توزيع غير متساوٍ على السطح المرشوش. يجب أن يكون سطح رش المسحوق المؤهل رقيقًا وموزعًا بالتساوي وخاليًا من الكتل.
آلة رش المسحوق هي جهاز يتم تثبيت صندوق المسحوق على بكرة نقل أفقية أو مباشرة على منصة الإخراج الأفقية لغسالة ومجفف. يوجد صندوق استقبال مسحوق أسفل صندوق المسحوق وجهاز إزالة الغبار في الأعلى. يحتوي صندوق المسحوق وصندوق استقبال المسحوق فقط على فجوات لمرور بكرات النقل والزجاج. تستخدم آلة رش المسحوق طرقًا كهرومغناطيسية أو طرقًا أخرى للاهتزاز وتغذية المسحوق الدقيق للغاية في الفوهة. تحت تأثير الهواء المضغوط، يتم رش المسحوق في صندوق المسحوق ثم رشه بالتساوي على سطح الزجاج المار عبر صندوق المسحوق بسبب وزنه.
عند بدء تشغيل آلة رش المسحوق، يجب تشغيلها وفقًا لإجراءات التشغيل المحددة، على النحو التالي:
1. تحقق مما إذا كان صندوق مسحوق الاهتزاز مملوءًا بمسحوق السيليكون الجاف والمؤهل.
2. تحقق مما إذا كان فلتر الهواء المضغوط، وفاصل الزيت والماء، وجهاز امتصاص الرطوبة فعالين.
3. تأكد من أن ضغط الهواء يلبي المتطلبات (0.5~0.8 ميجا باسكال).
4. قم بتشغيل مروحة العادم لإزالة الغبار وتأكد من أن صندوق استقبال المسحوق في مكانه.
5. قم بتشغيل مفتاح رش المسحوق، ثم قم بتشغيل جهاز الاهتزاز، وابدأ في رش المسحوق.
6. قم بتغذية الزجاج، وضبط ضغط الهواء لرش المسحوق للتأكد من أن سمك المسحوق مؤهل.
7. قم بتحرير الزجاج لإنتاج رش المسحوق.
اتصل بنا اليوم لمعرفة المزيد عن فيلم التصفيح PVB الخاص بنا وكيف يمكننا مساعدتك في تلبية احتياجاتك.
